تهنشين شدن پودر و ساختمان لايهها:رنگ پودری الکترواستاتیک (قسمت دوم)
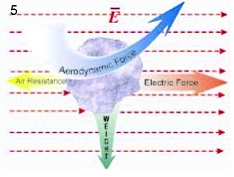
شكل( 5) چگونگي تأثير نيروها بر يك ذره شارژ شده را در حركتش از گان پاشش تا قطعه ارت شده تشريح ميكند. بايد به خاطر سپرده شود كه البته نيرويي كه ذره را به سمت قطعه ارت شده هدايت ميكند به طور مساوي شامل نيروي الكتريكي شارژ ذره، و قدرت ميدان الكتريكي ميباشد.
جهت جريان هوا از سمت ذره به سوي قطعه ميباشد، البته اگر ذره شارژ شده نباشد يا قدرت ميدان الكتريكي مناسب نباشد ذره از روي قطعه فلزي جدا شده و به وسيله جريان هوا پراكنده شده يا به واسطه نيروي جاذبه به پايين سقوط ميكند.
نيروي الكتريسيته از ذره در قبال نيروي ايروديناميك و نيروي جاذبه محافظت نموده و باعث باقيماندن ذره بروي سطح ميشود تا زمانيكه نيروي ديگري برقرار گردد.
رنگ پودری الکترواستاتیک (قسمت دوم)
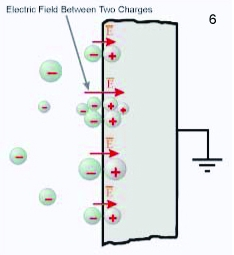
اين نيروي جديد جاذبة بين ذره شارژ شده و سطح فلزي ارت شده ميباشد. بيشتر مواد استفاده شده براي پوشش پودري از نوع نارساناي قوي ميباشند و هنگام شارژ، مانع دشارژ شدن سريع ميشوند. در حقيقت بيشتر مواد استفاده شده براي پوشش پودري، حالت شارژ خود را براي حداقل چندين ساعت حفظ ميكنند، حتي اگر ذرات كوچك بر روي سطح فلزي ارت شده قرار گيرند. هنگامي كه يك ذره پودر شارژ شده در مجاورت سطح فلزي قرار ميگيرد، شارژي به ميزان برابر ولي با پولاريتة معكوس در درون فلز ايجاد ميكند (شكل 6)
در مفهوم ساده؛ اين امر در نتيجه جريان الكترونها در داخل فلز كه منطقه را تا نقطه اتصال ذره پودر و سطح فلزي تخليه مي كند،اتفاق مي افتد.هنگامي كه الكترونها حركت ميكنند، آنچه بجا ميماند منطقهاي با افزايش شارژ مثبت، مساوي با ميزان شارژ منفي ذره پودر است. اين شارژ مثبت اصطلاحاً شارژ معكوس ناميده ميشود.
در هنگامي كه شارژ مثبت به داخل فلز القا ميگردد، دو شارژ با اندازه مساوي و پولاريته معكوس پس از همديگر ايجاد ميگردد، كه بوسيله سطح فلزي از هم جدا ميشود. اين دو شارژ نه تنها بر يكديگر تأثير ميگذارند و پودر را چسبيده به سطح فلز نگاه ميدارند همچنين يك ميدان الكتريكي را بين خودشان ايجاد ميكنند.
هرچه ميزان ذره پودر به روي سطح فلزي بيشتر بوده و داراي شارژ قويتري باشد، ميدان الكتريكي قويتري نيز بين ذره و تصوير معكوسش ايجاد ميشود. بنابراين جاذبه الكترواستاتيكي قويتري نيز بين آنها بوجود ميآيد. (شكل 6) در واقع جاذبه بيشتر ذرات بزرگتر نسبت به سطح فلزي باعث ايجاد مشكل (پوشش پوست پرتقالي) در لايههاي نازك رنگ پودري ميگردد.
پس از تهنشيني لايه اول پودر بر روي سطح فلزي ذرات لايههاي بعدي شارژ معكوسي را بر بالاي لايههاي نارسانا كه قبلاً تشكيل و تهنشين شدهاند ايجاد ميكنند.
لايههاي ايجاد شده پودر نارسانا فرآيند القا را از بين ميبرد (چون تماس مستقيم بين ذرات پودر و سطح فلزي وجود ندارد) شارژ كمتر ذرات كوچكتر ممكن است جهت ايجاد نيروي جاذبه قوي و كافي براي باقيماندن ذرات بر بالاي لايههاي قبلي كافي نباشد.
ذرات برزگتر پودر معمولاً شارژ قويتري را ذخيره ميكنند و بنابراين نيروي جاذبه بين آنها و تأثير القايي آنها همچنان قوي ميباشد. نتيجتاً ذرات بزرگتري بر روي لايههاي قبلي تهنشين ميشوند. بنابراين اگر از بالا به سطح توجه گردد ميانگين اندازه ذرات در لايههاي پاييني نسبت به لايههاي بالايي كوچكتر ميباشد.
اگر مواد پاشش پودري به خوبي در فرآيند پاشش جريان نيابند ذرات بزرگتر لايههاي بالاتر ممكن است به طور كامل جريان نيابند و لايههايي كه عمل پاشش در آن انجام نشده باقي بمانند كه اين امر باعث كاهش براقيت ـ اثر چكشي ـ و پوست پرتقالي در پوشش رنگ ميگردد.
پس يونيزاسيون ـ كيفيت نهايي و كار آيي انتقال:
رنگ پودری الکترواستاتیک (قسمت دوم)
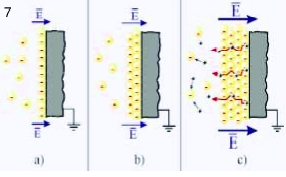
ما فرآيند تهنشيني ذرات پودر را بر روي سطح فلزات ارت شده تحليل كرديم. اگر ما به پاشش پودر شارژ شده به سطح مشابه ادامه دهيم فرآيند پسيونيزاسيون اتفاق ميافتد. (شكل 7c-7b-7a)
هنگامي كه پودر شارژ شده بر روي يك سطح فلزي پاشيده ميشود، قدرت ميدان الكتريكي داخل لايههاي پودر افزايش مييابد. هر ذره پودر جديد 1ـ شارژ تجمعي لايههاي پودر شارژ شده را افزايش ميدهد. 2ـ شارژ معكوس داخل فلز را افزايش ميدهد. 3ـ قدرت الكتريكي داخل لايههاي پودر را افزايش ميدهد.
در ادامة پاشش پودر شارژ شده، قدرت ميدانهاي الكتريكي لايههاي داخل پودر باعث يونيزاسيون هواي بين ذرات پودر ميگردد. فرآيند يونيزاسيون داخل لايهها بسيار شبيه فرآيند يونيزاسيون در اطراف الكترود هنگامي كه الكتريسيته با ولتاژ بالا به آن اعمال ميگردد، ميباشد.
الكترونهاي پراكنده موجود در هوا در ميدان الكتريكي حركت ميكنند، مولكولهاي هوا را ميشكافند و تعداد زيادي الكترون منفي و يون مثبت توليد ميكنند.
به دليل جاذبة شارژ معكوس، الكترونهاي منفي به سمت زمين ( مثبت )رانده ميشوند و يونهاي مثبت سعي در فرار از لايههاي پاشش شده به طرف الكترود منفي گان ميكنند.
بر اثر اين جريان متمركز الكترونها و يونها، جريان بين لايههاي پودر بوجود ميآيد يك جريان ميتواند به صورت يك نور كوچك يا جرقهاي در ميان لايه پودر ديده شود. در داخل يك جريان تعداد زيادي الكترون و يونهاي مثبت در خلاف جهت هم حركت ميكنند جريانها ميتوانند به صورت سوراخهاي برافروخته بر روي سطح پودر ديده شوند.
فرآيند جريان در لايههاي پودر دقيقاً مانند يونيزاسيون كورونا در اطراف الكترود با ولتاژ بالا بر روي گان ميباشد. بنابراين اين جريان به پس يونيزاسيون معروف است.
پس يونيزاسيون دليل ديگري براي ايجاد حالت پوست پرتقالي در سطح پاشش شده ميباشد همچنين آن، نيروي نهاني است كه به عنوان محدوديت رنگ پودري از آن ياد ميشود. زيرا به ميزان زيادي باعث كاهش كار آيي عمل انتقال ذرات ميگردد.
چون يونهاي مثبت توليد شده بوسيلة پس يونيزاسيون در داخل لايههاي پودر از لايهها خارج ميگردند، باعث خنثيسازي ذرات پودر نزديك به كانال جريان هوا ميگردند.
جنبش مستقيم و فعال يونهاي مثبت در طول كانال جريان هوا همچنين مولكولهاي هوا را دچار فرآيندي بنام باد الكتريكي ميكند. باد الكتريكي ذرات پودري را كه توسط يونهاي مثبت در لايهها خنثيسازي شدهاند، از هم جدا ميكند. اين عمل ذرات رنگ را به صورت حفرههاي كوچكي بوجود ميآورد كه به راحتي بر روي سطح پوشش شده به طور مشهودي ديده ميشوند.
اگر مواد پاشش شده پودري در فرآيند پاشش به طور كامل پاشش نشوند و جريان نيابند، حفرههاي ايجاد شده توسط پس يونيزاسيون، به طور كامل جريان نيافته و سطوح موجي شكل را در سطح پاشش شده تشكيل ميدهند.
تأثير مهم ديگر پس يونيزاسيون در شكل 7 توضيح داده شده است. هنگامي كه يونهاي مثبت راهشان را در خارج لايههاي پاشش شده پيدا ميكنند، آنها توسط جاذبه ذرات منفي پودري كه به طور مستقر به سطح ارت شده پاشش ميشوند تحت تاثير قرار ميگيرند. تصادم يونهاي مثبت و ذرات پودر منفي باعث ميگردد كه ذرات بار الكتريكي خود را از دست داده و بنابراين قابليت تهنشين شدن را از دست دهند.
پس از فرآيند پس يونيزاسيون، پوشش پودر به دليل وجود يونهاي مثبت در جلوي قطعه ارت شده كاهش مييابد.
انتقال موثر پودر پاشش شده به دليل پس يونيزاسيون به ميزان زيادي دچار نقصان ميگردد.
در هنگام تحليل فرآيند كورونا در نوك گان توضيح داده شد كه در فضاي بين گان و قطعه، ميليونها يون آزاد در كنار ذرات شارژ شده پودر تشكيل ميشوند. تاكنون در تحليل فرآيند تهنشيني رنگ و پس يونيزاسيون وجود اين يونهاي مثبت در سيستم شارژ كورونا ناديده گرفته شد. اجازه دهيد تا تأثير آنها را نيز بررسي كنيم.
ما ميتوانيم توليد تجمعي شارژ در پوشش ودر و پس يونيزاسيون را به پر كردن يك سطل با آب تشبيه نماييم. اگر شما سطلي را با سوراخ كوچكي در انتهاي آن در اختيار داشته باشيد و سعي كنيد آن را از آب پر نماييد. مدت زماني طول ميكشد تا سطل سرريز گردد.
در اين تشبيه، جريان آب از شير نشاندهنده جريان ذرات پودر شارژ شده كه لايههاي پوشش شده را ميسازند، ميباشد. آب در درون سطل شارژ تجمعي بر روي اين لايهها و نشت آب كه بواسطة سوراخ ته سطل صورت ميگيرد، همان ميزان كم نشت شارژ است كه ميتواند در لايهها رخ دهد.
سرريز شدن سطل نشاندهندة فرآيند پس يونيزاسيون است به دنيال چنين مقايسهاي، وجود يونهاي آزاد در فضاي بين گان و قطعه ميتواند به اضافه كردن يك شلنگ آتشنشاني در درون سطل به جهت پر كردن آن تشبيه گردد.
همان طور كه سطل توسط يك شلنگ بزرگتر فوراً سرريز ميگردد، فرآيند پس يونيزاسيون نيز در هنگامي كه يونهاي مثبت در فرآيند وجود دارند، بيشتر ميگردد.
يونهاي مثبت تحت جاذبه واقع شده و به سمت قطعه ارت نشده در راستاي خطوط ميدان الكتريكي حركت ميكنند تا زمانيكه سطح قطعه توسط لايهاي از رنگ پاشش شده پوشيده نگردد، يونهاي مثبت به سطح آن رسيده و به زمين منتقل ميگردند.
البته اگر سطح فلزي از قبل داراي يك لايه پوشيده شده از پودر باشد، اين لايه سطح فلزي را ايزوله مينمايد و جريان يونهاي آزاد به طرف زمين را محدود مينمايد. شارژي كه به سمت زمين نشت نكند به شدت شارژ تجمعي لايهها را افزايش خواهد داد. و باعث سرعت ايجاد پس يونيزاسيون ميگردد و باعث تقليل كار آيي جريان پودر ميگردد، و كيفيت نهايي و يكنواختي كار را تقليل ميدهد.
تاثير قفس فارادي:
رنگ پودری الکترواستاتیک (قسمت دوم)
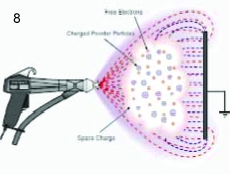
بگذاريد ببينيم هنگام پاشش رنگ پودري الكترواستاتيك، در فضاي بين گان و قطعه ارت شده چه اتفاقي ميافتد. در شكل 8، ولتاژ بالاي اعمال شده بر روي نوك گان يك ميدان الكتريكي را بين گان و قطعة ارت شده توليد ميكند كه فرآيند شارژ كورونا ناميده ميشود.
تعداد زيادي از يونهاي آزاد توليد شده بوسيله فرآيند كورونا، فضاي بين گان و قطعه را پر ميكنند بعضي از يونها توسط ذرات رنگ جذب ميشوند، كه باعث شارژ ذرات ميگردند و البته ميزان زيادي از يونها آزاد مانده و در طول خطوط ميدان الكتريكي به سمت قطعه ارت شده حركت ميكنند و با ذرات پودر توسط جريان هوا مخلوط ميگردند.
رنگ پودری الکترواستاتیک (قسمت دوم)
همان طور كه بيشتر بيان شد يك ابر ذرات پودر شارژ شده و يونهاي آزاد تشكيل شده در فضاي بين گان و قطعه پتانسيل تجمعي دارد كه شارژ فضا ناميده ميگردد.
مانند ابر طوفانزا كه يك ميدان الكتريك را بين خود و زمين ايجاد ميكند (كه لاجرم به صورت يك فرآيند نورزا ديده ميشود) يك ابر ذرات شارژ شده و يونهاي آزاد و نيز يك ميدان الكتريكي را بين خود و قطعة ارت شده ايجاد ميكند. بنابراين در يك سيستم قراردادي كورونا، ميدان الكتريكي در مجاورت سطح قطعه شامل ميدانهاي ايجاد شده بوسيلة الكترود شارژ شده گان و شارژ فضا ميباشد.
تركيب اين دو ميدان فرآيند تهنشين شده رنگ بر روي قطعة ارت شده را تسهيل كرد و باعث كار آيي بالاي عمل انتقال ميگردد. تاثيرات مثبت ميدان الكتريكي قوي كه بوسيلة سيستم كورونا ايجاد ميگردد، در هنگام پوشش سطوح بزرگ، و مسطح در سرعت بالا بيشتر به چشم ميآيند.
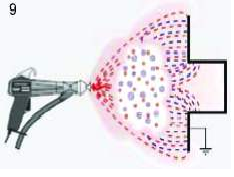
متأسفانه ميدانهاي قويتر الكتريكي سيستم كورونا ميتوانند تاثيرات منفي بر برخي از عوامل داشته باشند. براي مثال در هنگام پوشش قطعاتي با گوشههاي عميق و كانالها فرآيند قفس فارادي اتفاق ميافتد (شكل 9)
هنگامي كه يك قطعه داراي گوشه يا كانال بر روي سطحش ميباشد، ميدان الكتريكي در راستاي كمترين مقاومت به سمت زمين جريان مييابد (يعني مانند لبههاي گوشهها) بنابراين بابيشترين ميدان الكتريكي متمركز در لبههاي كانال (هم از گان و هم از شارژ فضا) تهنشين پودر به ميزان زيادي در اين مناطق بهبود مييابد و لايه پوشش يافته به سرعت در اين مناطق تشكيل ميگردد.
رنگ پودری الکترواستاتیک (قسمت دوم)
متأسفانه، دو تأثير منفي در اين فرآيند همراهي ميكنند. اول: تعداد كمتري از ذرات شانس رسيدن به داخل كانالها را پيدا ميكنند در حالتي كه ذرات پودر با قدرت تمام توسط ميدان الكتريكي به سمت لبههاي قفس فارادي حركت دادن ميشوند.
دوم: يونهاي آزاد ايجاد شده بوسيله كورونا خطوط ميدان را به سمت لبهها تعقيب ميكنند و سريعاً لايههاي ايجاد شده را با بار اضافي اشباع ميكنند و به طور بسيار سريعي باعث پس يونيزاسيون ميگردند.
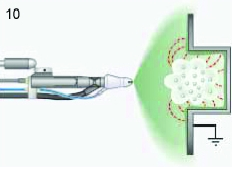
پيشتر بيان شد كه براي مقابلة ذرات با پديده ايروديناميك و جاذبة زمين و انجام عمل تهنشيني آنها يك ميدان الكتريكي مناسب و قوي وجود دارد. در شكل 9 مشاهده ميگردد نه ميدان الكتريكي ايجاد شده توسط الكترود گان و نه ميدان فضاي بين گان و قطعه، به داخل قفس فارادي نفوذ نميكنند. بنابراين تنها عامل كمك به پوشش داخلي حفرهها ميدان ايجاد شده بوسيلة شارژ فضاي ذرات پودر ميباشد كه بوسيلة جريان هوا به داخل كانال و حفرهها نفوذ ميكند. (شكل 10) اگر كانال يا حفره تنگ باشد پس يونيزاسيون به سرعت بر لبهها اثر كرده و يونهاي مثبتي را ايجاد ميكند كه شارژ ذرات پودري كه تلاش ميكنند به داخل قفس فارادي نفوذ كنند را كاهش ميدهد.
هنگامي كه اين امر اتفاق ميافتد، حتي اگر به اسپري كردن پودر به داخل كانال ادامه دهيم شارژ فضاي ذرات پودر جريان يافته توسط هوا به داخل حفرهها براي ايجاد يك نيروي الكتريكي قوي و مناسب جهت تهنشيني پودر مناسب نميباشد.
بنابراين ساختار ميدان الكتريكي و تجمع آنها بر لبههاي قفس فارادي تنها شكل در پوشش كانالها و حفرهها نيست. اگر لازم باشد كه در طول زماني مناسب به داخل حفرهها، اسپري كنيم، ما انتظار داريم كه وقتي لبهها با لايه نازكي از پودر پوشيده شد ساير ذرات قادر ته نشيني در لبهها نباشند و ناچاراً به داخل حفره ها رفته و تهنشين گردند. متاسفانه اين امر به دليل پس يونيزاسيون اتفاق نميافتد.
مثالهاي زيادي از قفس فارادي كه نميتوانند بدون دانستن اينكه به چه مقدار به آنها اسپري گردد، پوشيده نميشوند وجود دارد. در بعضي موارد اين امر به دليل شكل هندسي حفرهها و مشكلاتي در اغتشاش جريان هوا بوجود ميآيد ولي در اكثر مواقع اين امر به دليل پس يونيزاسيون اتفاق ميافتد.




){kind=link}